歡迎訪問新鄉(xiāng)市仲達塑膠官方網(wǎng)站!
更專業(yè)的塑膠件綜合服務(wù)商
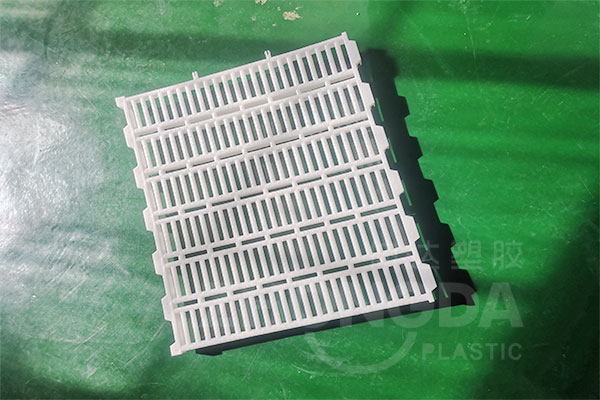
長期為牧原集團提供PP漏縫板
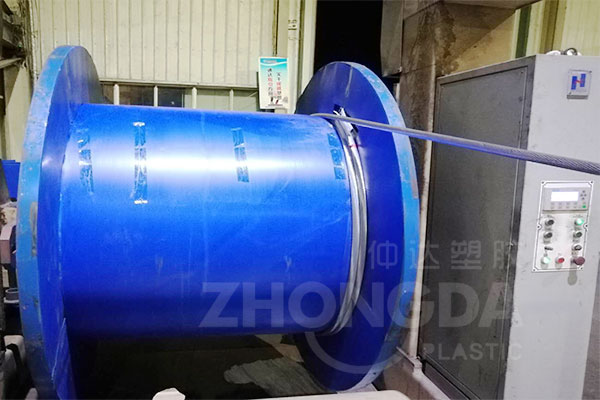
長期為河南某電纜公司提供中空板
為昆山某包裝材料公司提供中空板護角
作者:長城小編 添加日期:2020-07-30 查看次數(shù):
上一篇: 淺談中空板周轉(zhuǎn)箱(二)
下一篇: 注塑加工的影響因素以及注塑產(chǎn)品形成過程
河南省輝縣市孟莊鎮(zhèn)國家可持續(xù)發(fā)展實驗區(qū)
全國免費服務(wù)熱線:0373-6389639
分 類
產(chǎn)品中心
客戶案例
我要咨詢